By Richard Sheckler, Wayne, Ohio
https://www.facebook.com/profile.php?id=100001965546450
These pins wear out over the years for lack of lubrication, design and abrasives from the road working their way into the mating surfaces. Some early axis pins came equipped with a pre-drilled grease passage and a grease nipple.
The procedure for repair can be replacement with a new pin available from Bench Mark Works or one of the outlets in Europe.
For those who have access to a lathe and have the time and materials to make the repair and upgrade, please note the following:
First step is to remove the axis pin from the brake lever. Next, find the center at the small end and center drill. The small end will be supported by either a live center or dead center with plenty of lubrication. Turn the shaft down to 13 mm, then lay the pin aside for now.
Find a piece of carbon steel, not hardened, with a nominal diameter larger than 14 mm and longer than 52 mm. Drill and ream the piece to 13 mm inside diameter, and face off the end to match the length of the bore in the frame of the bike where the axis pin will be used, approximately 51,5 mm.
Press the new sleeve onto the axis pin, then turn down to 14 mm outside diameter, and polish the surface.
Next, reverse the pin in the lathe chuck, center drill the large end for the pilot hole, then drill with a 03,5 mm bit to a depth of 42 mm. If you want a grease nipple installed, drill this new hole with a 5 mm bit to a depth of 10 mm, and thread with a 6 mm X 0,75 tap, or thread to match whatever nipple you have on hand. The early thread pitch was 6 X 0,75 as used on 1938 BMW twins. Last, center punch and drill a 02,5 mm hole through the pin at a point 40 mm from the entrance of the new 03,5 mm hole.
Later today, I will make up a brass sleeve with a 14 mm inside diameter which will be pressed into a newly bored hole in the frame, closing off the inside of the frame tube, increasing the lubricated mating surfaces.











Brass Sleeve, Follow-up to Foot Brake Axis Pin
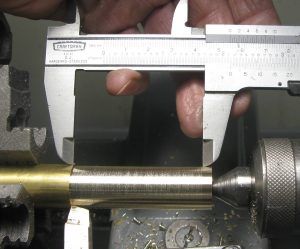
As you can see from the photos, the sleeve was machined from a solid 19 mm diameter round bar. Previously, when machining the pin to 14 mm, the diameter was intentionally left at 14,035 mm. After reaming the ID of the brass sleeve, the axis pin was reinstalled in the lathe and polished down to 13,998 mm diameter. It is still a tight enough fit to require lubricant in order to assemble the two parts, pin and brass sleeve. The photos here should explain themselves. Any questions, please ask.
RS






By Jan Withagen, Bergen op Zoom, the Netherlands
Similar wear is often seen on the front and rear brake spanners. Another repair method is to weld the shaft and turn down to the original diameter. A bronze bushing can be used to shield the parts that you do not want to weld.



